A nem megfelelő gondossággal kezelt autók korrózióval vannak ellátva. Néha, ha ez a probléma nem oldódik meg időben, a test egyes részeinek teljes cseréje szükséges. Ebben az esetben a hegesztés nélküli munka nem elegendő. A do-it-yourself autótest hegesztéséhez pedig készségekre és legalább egy kis tapasztalatra van szükség.
A karosszériával való hegesztésnél a legmegfelelőbb lehetőség egy félautomata hegesztőgép használata. Ezzel bármilyen anyagvastagsággal dolgozhat: 0,7 és 4 mm között. Ebben az intervallumban például a vékonyabb szárnyak és az erős szálak illeszkednek.
tartalom
- 1 Az autóipari hegesztés elemeinek összekapcsolási módszerei
- 1.1 Butt párzás
- 1.2 Átfedés
- 1.3 Hegesztett elektromos szegecsek
- 2 A varratok típusai
- 2.1 Tömör szakaszos
- 2.2 Szilárd
- 2.3 pontozott
- 3 Varrás helye
- 4 Anyagkészítés hegesztéshez
- 5 Hegesztési áramkorrekció
- 6 A gombok beállítása
- 6.1 Az első eset
- 6.2 Második eset
- 6.3 Harmadik eset
- 6.4 A negyedik eset
- 7 Lehetséges problémák a hegesztés félautomata működésében
- 7.1 Rossz áramválasztás
- 7.2 A szorítóbilincs rosszul állítható be az adagolómechanizmusban
- 7.3 Alacsony gázfogyasztás
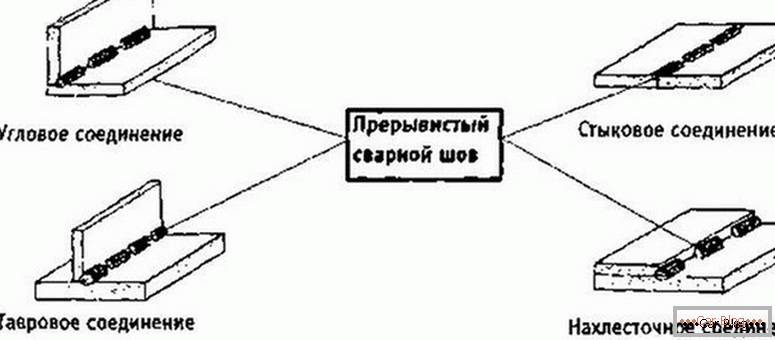
Az autóipari hegesztés elemeinek összekapcsolási módszerei
Különböző egységek és lehetőségek a hegesztési munkák javítására különböző megoldásokat javasolnak az új betétek összekapcsolására a régi testtel. Tekintsük a fém latok felszerelésének három fő módját.
Butt párzás
A félautomatikus eszközzel ellátott karosszéria hegesztését leggyakrabban csípőcsukló segítségével végzik. Így nem teremt további szükségtelen megvastagodást a testen. Ezt a módszert akkor alkalmazzák, amikor olyan foltokat vagy apró betéteket hegesztenek, amelyeknek nincs nagy szakítószilárdsága.
Csatlakozási típusok
Mielőtt javításokat végezne, eltávolíthatja a hegesztés tervezett oldalait.
Ha a lemezvastagság legfeljebb 2 mm, akkor csiszolhat. A párosításnak ez a módja a hegesztési darab és a karosszéria előkészített szakaszának finomabb beállítását teszi szükségessé. A távolságokat minimálisra kell csökkenteni, és ideális esetben anélkül kell megtenni velük. Ezt a módszert általában az arc külső elemeihez használják.
Ennek a műveletnek a végrehajtása során a hegesztőnek elég magas minősítésűnek kell lennie.
Butt hegesztés
A munkát szilárdpontos varrat alkalmazásával végezzük. A kiváló minőségű eredmények nem igényelnek időigényes egyengetést és hosszabb sztrippelést. Néha elég gitt és habarcs van. A vastagabb vaslemezek könnyebben hegeszthetők, és szilárd ponthegesztéssel is hegeszthetők. A vékony lapos főzés keményebb.
Lapos ízület
Ez a kapcsolat a legegyszerűbb, ezért széles körben elterjedt az autóipari hegesztők körében. Tehát az egyik fémdarab egymásra helyezkedik, míg a lyuk teljesen le van tiltva, amit ki kell javítani.
Hegesztés átfedés
Az eljárás alkalmas a hegesztési hatalmi struktúrákra: küszöbök, küszöbök stb.
Hegesztett elektromos szegecsek
Ez a módszer inkább egyfajta átfedés. Ugyanakkor hasonló a ponthegesztéshez. Aktívan használják az autóipari hegesztésben. Például új szárnyak, vasbeton lemezek telepítésére szolgál a test keretén.
A varratok típusai
A párosítási eljárások ellenére minden esetben a félautomata gép hegesztési technológiája különböző típusú varratokat alkalmaz. Három népszerű varrási lehetőség van:
- szilárd;
- észrevenni;
- szilárd szakaszos.
A varrat típusai
Mindegyiküket fel lehet ragasztani a társak bármelyikében, mind az átfedéseknél, mind a csípőcsuklóknál.
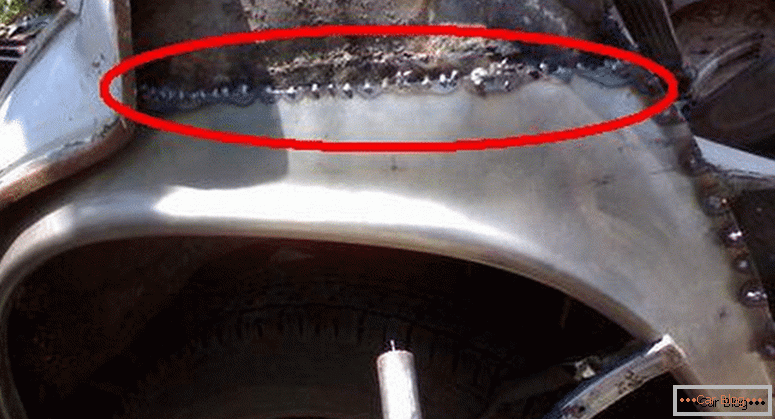
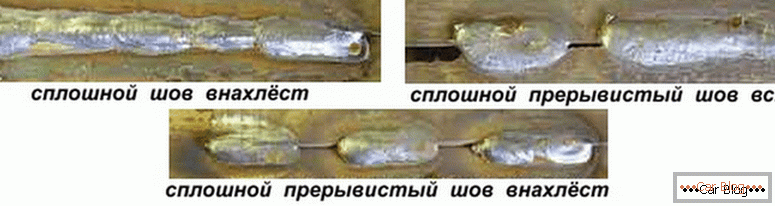
Lásd még: Mi a teendő, ha a fényszórók beégetik magukat?Tömör szakaszos
Az ilyen varrás a folyamatos szakaszok és a fémmentes törések időszakos váltakozása. A művész önállóan választja ki a kitöltési időközöket. Ez azért van így, hogy ne "húzza" a hegesztett elem vagy a vázszerkezet fémét az autóban.
Ebben az esetben a lemezek túlhevülése csökken, ami hozzájárul az acél ötvözet szilárdságának fizikai tulajdonságainak megváltozásához, amelyekből az egyesített részek készülnek.
szilárd
Az olvadt fémben folytonos "öntés" alakulhat ki, és nagyszámú ponthegesztésnek is tűnhet, amelyek nagyon közel állnak egymáshoz. Ez a módszer majdnem használható az autóiparban. Bár szinte bármilyen fémvastagsággal használható.
Az ilyen varrás használata csökkenti az egész szerkezet "rugalmasságát". A gép működése közben fáradt repedések is előfordulhatnak.
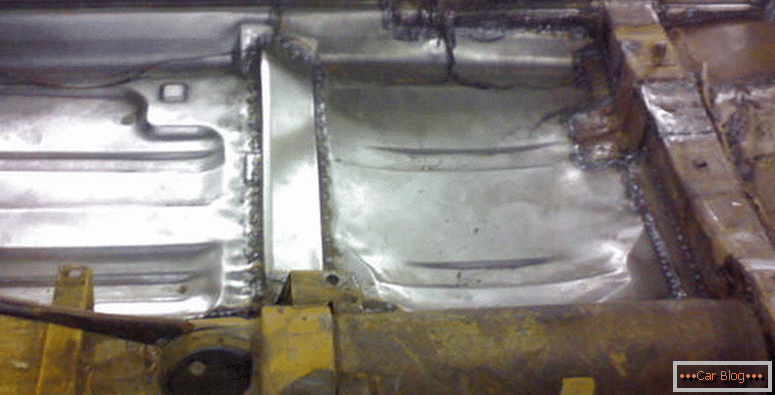
pontozott
A név önmagáért beszél. A félautomata gépen történő hegesztés és a fémlemezek összekötése hegesztési pontok alkalmazásával történik, amelyek a párhuzamos vonal mentén vannak elosztva meghatározott időközönként. Az ilyen pontok közötti távolságot technológiai szükségszerűség határozza meg, és több centimétertől több milliméterig is beállítható.
Varrás helye
A munka különböző síkon történhet:
- vízszintes "felső hegesztés";
- vízszintes "alsó hegesztés";
- függőleges varrás.
A legmegfelelőbb a "felső" hegesztési lehetőség. Ebben a helyzetben a varrás teljesen kitöltött, kitöltve az üregeket és a réseket. Kevésbé kényelmes megoldás a függőleges munkához. Ebben az esetben gondoskodnia kell arról, hogy a fém ne folyjon le a varraton.
A hegesztés legnehezebb módja a "munka alulról".
Ezzel a pozícióval a varrat a párosodó elemek alatt nyerik, és folyamatosan lefolyik. Ezért olyan munkakörnyezetet kell alkalmaznod, hogy ne befolyásolja a hegesztés minőségét.
Anyagkészítés hegesztéshez
A hegesztés megkezdése előtt fel kell készíteni a felületet. Ehhez minden típusú szennyezést megtisztítanak:
- korróziós nyomok;
- festékbevonatok és alapozók, beleértve a hajózást;
- védő- és védőrétegek;
- minden típusú kenőanyag.
Ezeknek az anyagoknak a jelenléte csökkentheti a varrás minőségét, amely egymásra helyezhető, vagy teljesen akadályozza az áram áthaladását az áramkörön keresztül.
Egyéb negatív hatások is előfordulnak:
- az éghető maradványok égetése során képződő gáz porózus, rossz minőségű hegesztési szerkezetet eredményezhet;
- ezek a gázok "kifújhatják" a fémeket a hegesztési ponttól, ami egy lyukat eredményez, és az olvadt fém fröccsenése égési sérülést okozhat;
- a szennyezés nagy mennyiségű füstöt bocsát ki, amely égéstermékek mérgezésével vagy tüzet okozhat.
A felületeknek szorosan illeszkedniük kell egymáshoz.
Munkahelyi biztonság
Ebből a célból különböző rögzítőket és reteszeket használnak. Ideiglenes rögzítés csavarokkal vagy csavarokkal is megengedett.
Hegesztési áramkorrekció
Az 1 mm-nél rövidebb vékony lemezekre nem dolgozó kezdő hegesztőknél nem tanácsos a gép munkafelületén gyakorolni, hanem a felesleges vékony darabok kísérleti hegesztését végezni.
A hegesztési munkák során a biztonsági intézkedések betartása szükséges:
- mivel a kísérleti lapoknak nem kell horganyzott mintákat venniük, mivel a párok mérgezővé válnak;
- nem lehet erőteljes vázlaton vagy szélen dolgozni, mert ez gázt fúj a hegesztési zónából, ami csökkenti a munka minőségét vagy teljesen megvalósítja azokat.
A hegesztőáram nagysága közvetlenül a fém vastagságával arányos. A kis vastagságú lapoknak meg kell határoznia az áramot 40-60 A tartományban.
A félautomatikus eszközök legtöbb jelenlegi szabályozói nem rendelkeznek abszolút érettséggel, hanem relatívak. Ezért a pontos aktuális indikátort az utasításoknak megfelelően ellenőrizni kell.
A kiválasztott áram helyességének megmutatja a hegesztés minőségét. Az elektromos hálózat különböző feszültsége befolyásolja a készülék kimeneti paramétereit. Ezért a berendezés beállítása nagyobb mértékben történik az állítógombok helyzetének kísérleti kiválasztásával.
Lásd még: A karosszéria korrózióvédelmeSzabályozók beállítása
Egy példa lehet egy félautomata eszköz. Helvi Panther 132. Három szabályozó van, amelyek befolyásolják az aktuális paramétert. A két kapcsolónak csak két pozíciója van: "1" és "2" az első, a "min" és a "max" között. A harmadik simán szabályozza a vezetéket. És a sebesség, amellyel a huzal be van táplálva, az árammennyiségtől függ. Ez azt jelenti, hogy az eszköz önállóan szabályozza az áramot a vezetékes táplálásnak megfelelően.

Automatikus hegesztő félautomatikus eszköz
Például megadhatja a félautomata beállításait a hegesztett fém különböző vastagságaira. A vékony lemez jól "főzve" a beállításokon: "1", "max", és a sima beállítás "7" volt. A vastag lemezek jobban megpróbálják kipróbálni a telepítést: "2", "max", "8".
A félautomatikus eszközzel végzett munkák során a hegesztés különböző eredményei lehetnek. A jelenlegi erősségtől függően az alábbi eredmények érhetők el:

A különböző áramerősségű hegesztés eredménye
Első eset
Az áram túl kicsi, ezért a fém felszínén nem terjed ki a fém, és a rész nem melegszik fel, ami megakadályozza a párosodást. Kiderül a "kudarc" hiánya. Növelni kell az áramot.
Második eset
Az áram megfelelően szabályozott, a fém megfelelően terjed, és a hegesztett rész hevítése észrevehető. A lap hátoldalán észrevehető egy kis fémcsepp.
Harmadik eset
Az áram meghaladja a megengedett értéket. A huzal olvadt cseppje túlságosan "csúszott". A másik oldalon nyilvánvaló nagy csepp olvadt fém.
Negyedik eset
A megengedett áram jelentős mértékű feleslege olyan mértékben, hogy a végponttól végpontig terjedő kiégések keletkeznek. Jelentősen csökkenti az áramerősséget, amíg egy kis csepp égetés nélkül megjelenik.
Lehetséges problémák a hegesztés félautomata működésében
Nem minden munkát végez normál üzemmódban. Működési hibák vagy hibás készülékek miatt előfordulhat abnormális helyzet.

Rossz áramválasztás
Ha az áram túl magasra van állítva, a fémben kiégetések vannak. Ez egy csepp olvadt huzalt is képezhet, amely kiolvad a rézcsúcsból. Ha ilyen helyzet alakul ki, akkor a további huzalbetáplálás eltörhet, ha elhagyja az adagolót.
A szorítóbilincs rosszul állítható az adagolómechanizmusban
Ha a huzal áthaladása a rézcsúcson keresztül blokkolódik, akkor az megszakad az adagolóban. Ez túl sok leereszkedést jelez. A megfelelő beállítással a vezeték a szétcsúsztatás helyett csúszik. Ez az esemény az ellenkezőjét jelzi - a szorítóerő nem elégíti ki a huzalt.
Ebben az esetben előfordulhat a csúcson lévő "markolat", és nem a telepített áram nagysága.
Ugyanezek az eredmények akkor fordulnak elő, ha a vezetékes táplálás túl lassú.
Alacsony gázfogyasztás
Ilyen helyzetben szükséges a sebességváltó megfelelő beállítása. A 0,8 mm-es huzalátmérővel percenkénti 8-10 literes fogyasztásra összpontosíthat. Bár a félautomatikus készülékekre vonatkozó kézikönyv 3 literes adagot javasol, de a gyakorlatban ez nem elegendő.


